
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
ทำความเข้าใจการให้อาหารสายในการเชื่อมด้วยเลเซอร์
2025-01-20
เทคโนโลยีการให้อาหารลวดในการเชื่อมด้วยเลเซอร์เป็นองค์ประกอบสำคัญในการบรรลุการเชื่อมคุณภาพสูง โดยการเลือกวัสดุลวดเส้นผ่านศูนย์กลางวิธีการให้อาหารลวดและควบคุมความเร็วการให้อาหารลวดอย่างแม่นยำประสิทธิภาพการเชื่อมและคุณภาพของข้อต่อสามารถปรับปรุงได้อย่างมีประสิทธิภาพ รายละเอียดต่อไปนี้หลักการทำงานของเครื่องป้อนลวดการเลือกลวดความเร็วการให้อาหารลวดและจุดทางเทคนิคอื่น ๆ
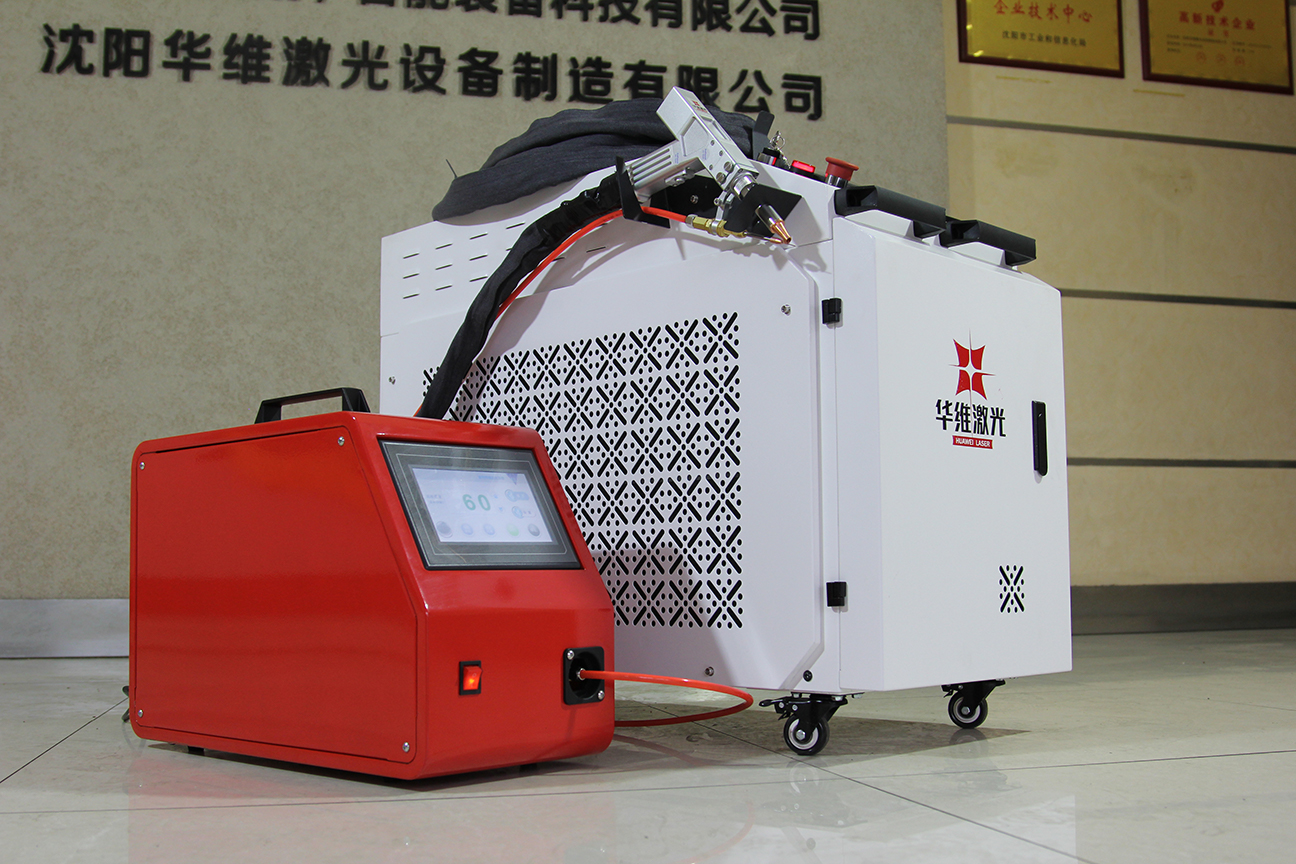
1. หลักการทำงานของเครื่องป้อนลวด
ตัวป้อนลวดเป็นอุปกรณ์ที่ใช้เป็นพิเศษเพื่อส่งสายเชื่อมไปยังพื้นที่เชื่อมเลเซอร์ กระบวนการทำงานรวมถึงลิงก์หลักต่อไปนี้:
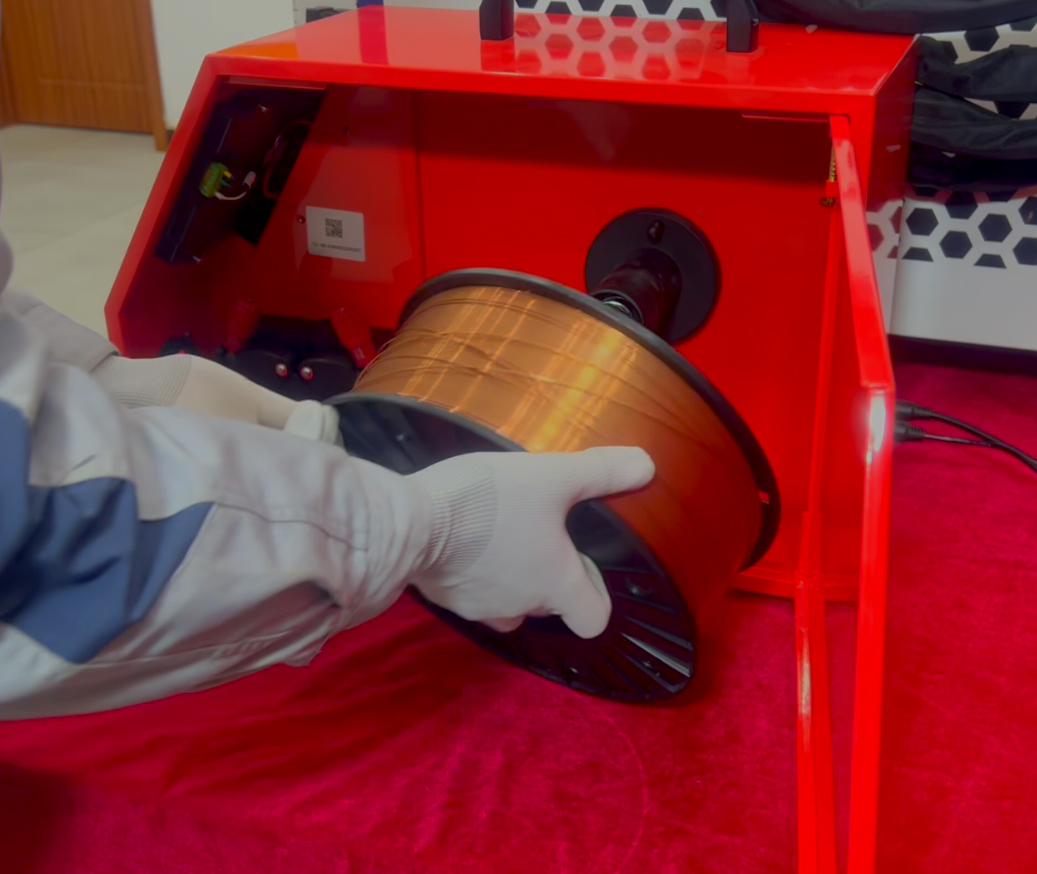
มอเตอร์ให้อาหารลวด:เครื่องป้อนลวดขับเคลื่อนระบบการให้อาหารลวดผ่านมอเตอร์เพื่อดันลวดเชื่อมเข้าไปในปืนเชื่อม
หลอดฟีดลวด:เครื่องป้อนลวดป้อนลวดเชื่อมเข้าไปในปืนเชื่อมผ่านท่อส่งเพรียว หลอดฟีดลวดมักได้รับการออกแบบในรูปโค้งเพื่อให้แน่ใจว่าลวดเชื่อมสามารถป้อนได้อย่างราบรื่น
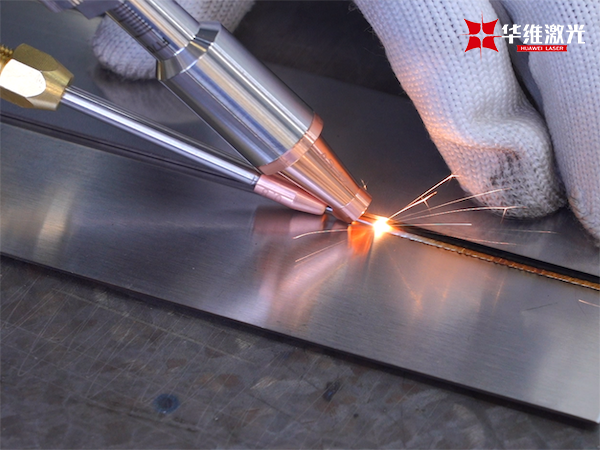
หัวฉีดลวด:ลวดเชื่อมที่ส่งไปยังปืนเชื่อมเข้าสู่พื้นที่เชื่อมของลำแสงเลเซอร์ผ่านหัวฉีดและทำหน้าที่เชื่อมต่อกับลำแสงเลเซอร์
ระบบให้อาหารลวดมักจะต้องทำงานร่วมกับอุปกรณ์เชื่อมเลเซอร์เพื่อให้แน่ใจว่าการส่งมอบลวดเชื่อมที่แม่นยำและการฉายรังสีที่มีประสิทธิภาพของลำแสงเลเซอร์จึงทำให้มั่นใจได้ถึงความเสถียรของสระว่ายน้ำหลอมเหลวและคุณภาพของรอยเชื่อม
2. การเลือกวัสดุลวดเชื่อม
การเลือกวัสดุลวดเชื่อมส่งผลโดยตรงต่อคุณภาพการเชื่อมและความแข็งแรงของข้อต่อ วัสดุพื้นฐานที่แตกต่างกันต้องการสายเชื่อมประเภทต่าง ๆ เพื่อให้แน่ใจว่าประสิทธิภาพของรอยเชื่อม วัสดุลวดเชื่อมทั่วไป ได้แก่ ลวดเชื่อมสแตนเลส, ลวดเชื่อมอลูมิเนียมอัลลอยด์, ลวดเชื่อมทองแดง ฯลฯ ปัจจัยต่อไปนี้จะต้องได้รับการพิจารณาเมื่อเลือก:
การจับคู่วัสดุพื้นฐาน:องค์ประกอบทางเคมีของลวดเชื่อมควรตรงกับวัสดุฐานเพื่อหลีกเลี่ยงข้อบกพร่องในการเชื่อมเนื่องจากความไม่ลงรอยกันของวัสดุ
ข้อกำหนดด้านทรัพย์สินทางกล:คุณสมบัติเชิงกล (เช่นความแข็งแรงความแข็ง ฯลฯ ) ของวัสดุลวดเชื่อมควรเป็นไปตามข้อกำหนดของแอปพลิเคชันเพื่อให้แน่ใจว่าข้อต่อมีความแข็งแรงเพียงพอ
ความต้านทานการกัดกร่อนและความต้านทานอุณหภูมิสูง: สำหรับชิ้นส่วนที่ใช้ในสภาพแวดล้อมพิเศษบางอย่างความต้านทานการกัดกร่อนและความต้านทานอุณหภูมิสูงของลวดเชื่อมจะต้องเป็นไปตามมาตรฐานที่เกี่ยวข้อง
3. การเลือกเส้นผ่านศูนย์กลางลวด
ขนาดของเส้นผ่านศูนย์กลางลวดส่งผลโดยตรงต่อปริมาณฟิลเลอร์การควบคุมสระว่ายน้ำหลอมเหลวและความเร็วในการเชื่อมของการเชื่อม ช่วงเส้นผ่านศูนย์กลางลวดทั่วไปมักจะอยู่ระหว่าง 0.8 มม. ถึง 2.4 มม. และการเลือกเฉพาะขึ้นอยู่กับปัจจัยต่อไปนี้:
ความหนาของวัสดุแม่: การเชื่อมแผ่นบางมักจะใช้ลวดทินเนอร์ (เช่น 0.8 มม. หรือ 1.0 มม.) เพื่อควบคุมสระที่หลอมเหลวอย่างแม่นยำในขณะที่แผ่นหนาต้องการลวดหนา (เช่น 1.6 มม. หรือ 2.0 มม.) เพื่อให้วัสดุฟิลเลอร์เพียงพอ
ตำแหน่งการเชื่อม:สำหรับข้อต่อการเชื่อมในแนวนอนหรือแขวนสายไฟทินเนอร์นั้นง่ายต่อการควบคุมสระว่ายน้ำที่หลอมเหลวและลดข้อบกพร่องในการเชื่อมที่เกิดจากสระว่ายน้ำที่หลอมเหลวมากเกินไป
พลังการเชื่อม:ระบบเลเซอร์ที่มีกำลังสูงกว่าสามารถจับคู่กับลวดที่หนาขึ้นเพื่อให้โลหะฟิลเลอร์มากขึ้นเพื่อตอบสนองความต้องการการเชื่อมที่มีความแข็งแรงสูง
การเลือกเส้นผ่านศูนย์กลางลวดที่เหมาะสมช่วยปรับปรุงประสิทธิภาพการเชื่อมลดข้อบกพร่องในการเชื่อมและให้แน่ใจว่าคุณภาพของรอยเชื่อม
4. วิธีป้อนลวดเข้าไปในปืนเชื่อม
ลวดมักจะถูกป้อนเข้าไปในปืนเชื่อมผ่านท่อป้อนลวดของตัวป้อนลวด กระบวนการให้อาหารลวดเชื่อมเข้าไปในปืนเชื่อมนั้นแม่นยำมากและมักจะมีหลายวิธี:
ระบบให้อาหารลวดเชิงกล:ลวดเชื่อมจะถูกขับเข้าไปในท่อให้อาหารลวดด้วยมอเตอร์และล้อขับแล้วลวดเชื่อมจะถูกป้อนเข้าไปในพื้นที่เชื่อมเลเซอร์ผ่านระบบไกด์
ระบบให้อาหารลวดลม:ก๊าซ (เช่นไนโตรเจนหรืออากาศอัด) ใช้เพื่อดันลวดเชื่อมตามท่อให้อาหารลวด วิธีนี้ค่อนข้างง่าย แต่ต้องใช้การควบคุมการไหลเวียนของอากาศที่แม่นยำเพื่อป้องกันไม่ให้ลวดเชื่อมจากการเบี่ยงเบนหรือติดอยู่
กระบวนการให้อาหารลวดต้องตรวจสอบให้แน่ใจว่าลวดเชื่อมนั้นราบรื่นไม่แตกหักและไม่รบกวนส่วนประกอบอื่น ๆ การออกแบบปืนเชื่อมมักจะมีอุปกรณ์นำทางเพื่อให้แน่ใจว่าการเชื่อมต่อสายเชื่อมที่แม่นยำด้วยลำแสงเลเซอร์

5. การควบคุมความเร็วการให้อาหารลวด
ความเร็วการให้อาหารลวดเป็นหนึ่งในพารามิเตอร์สำคัญในการเชื่อมด้วยเลเซอร์ การเลือกความเร็วการให้อาหารลวดต้องพิจารณาพลังงานเลเซอร์ความเร็วการเชื่อมเส้นผ่านศูนย์กลางลวดและขนาดของสระหลอมเหลว โดยปกติแล้วความเร็วการให้อาหารลวดจะต้องซิงโครไนซ์กับความเร็วในการเชื่อมด้วยเลเซอร์เพื่อให้แน่ใจว่าสามารถป้อนลวดเชื่อมเข้าไปในสระหลอมเหลวในอัตราที่มั่นคง
ความเร็วการให้อาหารลวดมากเกินไป:อาจทำให้เกิดโลหะฟิลเลอร์มากเกินไปเพิ่มสระว่ายน้ำหลอมเหลวของข้อต่อที่มีขนาดใหญ่เกินไปหรือมากเกินไปซึ่งอาจทำให้เกิดข้อบกพร่องในการเชื่อม
ความเร็วการให้อาหารลวดช้าเกินไป:มันอาจนำไปสู่ลวดเชื่อมไม่เพียงพอสระว่ายน้ำหลอมเหลวขนาดเล็กเกินไปความแข็งแรงของรอยเชื่อมไม่เพียงพอและแม้แต่การเชื่อมที่ไม่สมบูรณ์
เพื่อควบคุมความเร็วการให้อาหารลวดอย่างถูกต้องโดยทั่วไปจะมีระบบควบคุมความแม่นยำสูงซึ่งสามารถปรับความเร็วการให้อาหารลวดโดยอัตโนมัติตามการตอบรับแบบเรียลไทม์ของกระบวนการเชื่อม (เช่นพลังงานเลเซอร์ความเร็วการเชื่อม

หากคุณต้องการเรียนรู้เพิ่มเติมเกี่ยวกับเทคโนโลยีการเชื่อมด้วยเลเซอร์และโซลูชั่นการให้อาหารสายโปรดติดต่อ Huawei Laser Huawei Laser มุ่งเน้นไปที่การวิจัยและพัฒนาและการประยุกต์ใช้เทคโนโลยีการเชื่อมด้วยเลเซอร์ให้การสนับสนุนทางเทคนิคที่ครอบคลุมและบริการที่กำหนดเองเพื่อช่วยให้ บริษัท ปรับปรุงเทคโนโลยีการเชื่อมและประสิทธิภาพการผลิต


