- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
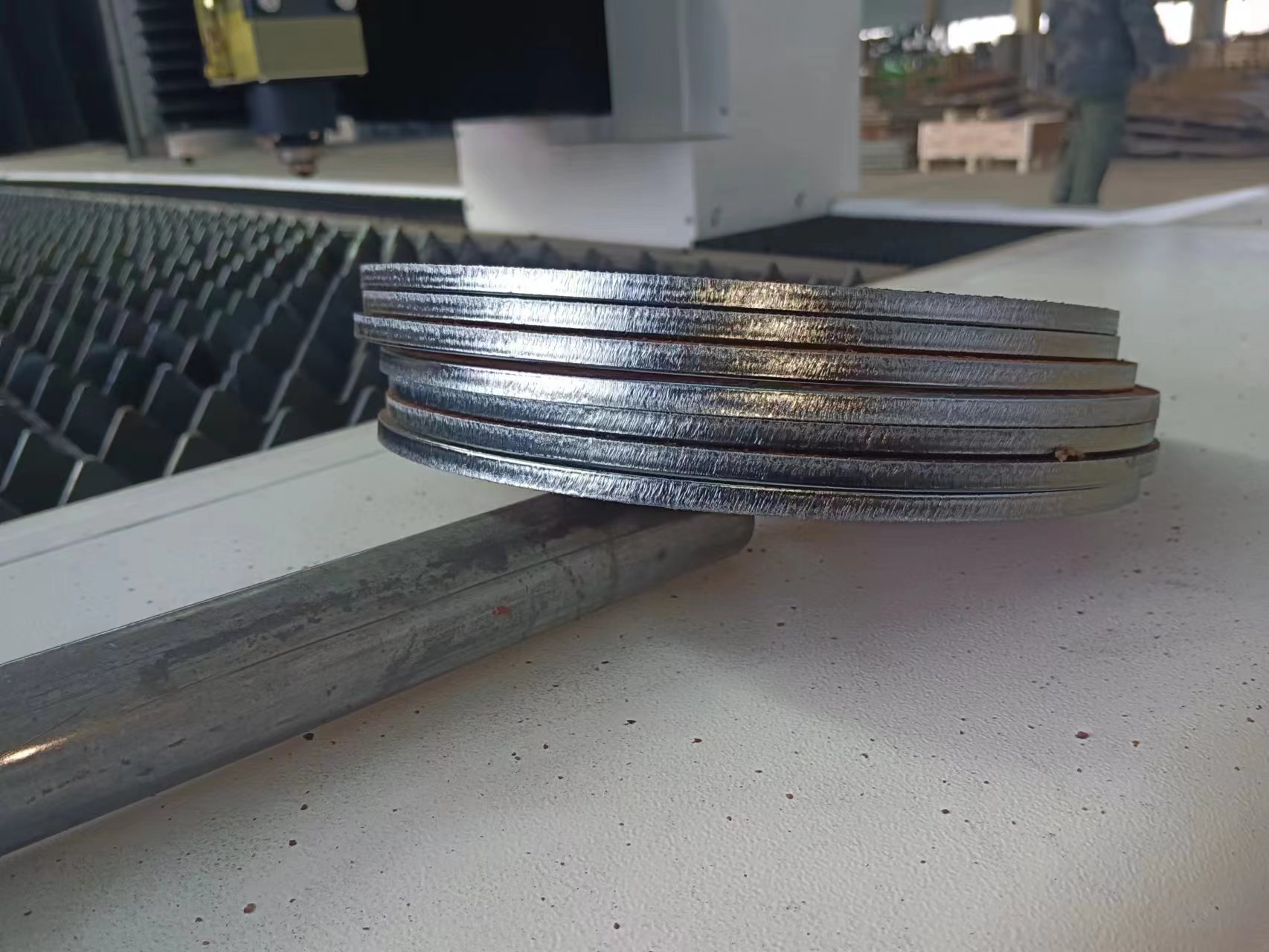
เลเซอร์ตัดเหล็กคาร์บอน: จัดการกับความท้าทายและโซลูชันทั่วไป
2025-02-20
1. striations พื้นผิวขรุขระและแรคที่ด้านล่าง
เหตุผล:
แรงดันก๊าซที่มากเกินไป: แรงดันก๊าซสูงสามารถส่งผลต่อคุณภาพการตัดนำไปสู่พื้นผิวที่ขรุขระและแม้แต่การก่อตัวของแรคส์
ความเร็วในการตัดช้า: ความเร็วในการตัดช้าทำให้ลำแสงเลเซอร์สัมผัสกับพื้นผิวโลหะเป็นเวลานานเกินไปส่งผลให้ความเข้มข้นของความร้อนมากเกินไปในพื้นที่ตัดและการก่อตัวของแรคที่ด้านล่าง
โฟกัสสูงเกินไป: จุดโฟกัสสูงที่ไม่เหมาะสมทำให้เกิดการกระจายพลังงานเลเซอร์ที่ไม่สม่ำเสมอส่งผลให้พื้นผิวขรุขระและการสะสมของแรคที่ด้านล่าง
สารละลาย:
ลดแรงดันก๊าซ: ปรับความดันก๊าซเพื่อป้องกันความดันที่มากเกินไปซึ่งอาจนำไปสู่พื้นผิวที่ขรุขระ
เพิ่มความเร็วในการตัด: เพิ่มความเร็วในการตัดเพื่อให้แน่ใจว่าลำแสงเลเซอร์จะผ่านวัสดุอย่างรวดเร็วป้องกันความร้อนสูงเกินไป
ลดจุดโฟกัส: ลดจุดโฟกัสเพื่อให้แน่ใจว่าพลังงานเลเซอร์มีความเข้มข้นในตำแหน่งการตัดที่เหมาะสมที่สุดลดโซนที่ได้รับผลกระทบจากความร้อนและปรับปรุงคุณภาพการตัด

2. ขอบที่ไหม้และสีเหลือง
เหตุผล:
โฟกัสสูงเกินไป: เมื่อจุดโฟกัสสูงเกินไปพลังงานเลเซอร์จะเข้มข้นบนพื้นผิวนำไปสู่ความร้อนสูงเกินไปและทำให้เกิดขอบที่ถูกเผาไหม้และสีเหลือง
แรงดันก๊าซที่มากเกินไป: แรงดันก๊าซสูงสามารถทำให้ลำแสงเลเซอร์ตีวัสดุที่มุมไม่ถูกต้องส่งผลให้เกิดความร้อนสูงเกินไปหรือออกซิเดชั่นซึ่งนำไปสู่สีเหลือง
พลังงานเลเซอร์ที่มากเกินไป: พลังงานเลเซอร์สูงสามารถให้ความร้อนกับพื้นผิวของวัสดุมากเกินไปทำให้เกิดการเผาไหม้หรือเปลี่ยนสี
สารละลาย:
ลดจุดโฟกัส: ปรับโฟกัสเพื่อให้แน่ใจว่าพลังงานเลเซอร์มุ่งเน้นไปที่จุดตัดอย่างแม่นยำเพื่อป้องกันความร้อนสูงเกินไป
ลดแรงดันก๊าซ: การลดความดันก๊าซสามารถช่วยหลีกเลี่ยงการไหลเวียนของอากาศที่มากเกินไปซึ่งรบกวนกระบวนการตัดและลดการเกิดออกซิเดชัน
ลดเส้นผ่านศูนย์กลางของหัวฉีด: โดยการลดเส้นผ่านศูนย์กลางของหัวฉีดการไหลของก๊าซจะเข้มข้นซึ่งช่วยป้องกันการกระจายความร้อนและลดการเกิดขึ้นของขอบที่ถูกเผาไหม้
ลดพลังงานเลเซอร์: ลดพลังงานเลเซอร์เพื่อหลีกเลี่ยงความร้อนที่มากเกินไปของพื้นผิวของวัสดุลดความเสี่ยงของการเผาไหม้ขอบหรือสีเหลือง

3. คุณภาพการตัดที่ดีที่ด้านบนหยดที่ด้านล่าง
เหตุผล:
โฟกัสสูงเกินไป: จุดโฟกัสที่สูงนำไปสู่การแทรกซึมของลำแสงเลเซอร์ไม่เพียงพอทำให้เกิดการตัดที่ไม่สะอาดที่ด้านล่างและการก่อตัวของแรค
ความดันก๊าซต่ำ: ความดันแก๊สไม่เพียงพอที่จะกำจัดตะกรันที่หลอมเหลวได้อย่างมีประสิทธิภาพ
ความเร็วในการตัดเร็วเกินไป: ความเร็วในการตัดที่รวดเร็วส่งผลให้ลำแสงเลเซอร์ใช้เวลาน้อยเกินไปในการป้องกันการใช้ความร้อนที่เพียงพอทำให้เกิดการหลอมละลายที่ไม่สมบูรณ์ที่ด้านล่างและการก่อตัวของน้ำแข็ง
สารละลาย:
ลดความเร็วในการตัด: ลดความเร็วในการตัดเพื่อให้ลำแสงเลเซอร์อยู่บนวัสดุเป็นระยะเวลานานขึ้นเพื่อให้มั่นใจว่าการกำจัดตะกรันที่เพียงพอ
ลดจุดโฟกัส: ปรับโฟกัสเพื่อให้แน่ใจว่าลำแสงเลเซอร์แทรกซึมเข้าไปในวัสดุได้อย่างมีประสิทธิภาพมากขึ้นและปรับปรุงคุณภาพการตัดที่ด้านล่าง
เพิ่มความดันก๊าซ: เพิ่มแรงดันก๊าซเพื่อช่วยขับไล่ตะกรันหลอมเหลวป้องกันการสะสมที่ด้านล่าง
ปัญหาทั่วไปที่พบในระหว่างการตัดเลเซอร์ของเหล็กกล้าคาร์บอนสามารถแก้ไขได้โดยการปรับพารามิเตอร์การตัดเช่นความดันแก๊สจุดโฟกัสและความเร็วในการตัดรวมถึงการปรับแต่งอุปกรณ์ให้เหมาะสม ด้วยการปรับพารามิเตอร์เหล่านี้การตัดคุณภาพสามารถเพิ่มขึ้นได้ข้อบกพร่องของพื้นผิวจะลดลงและประสิทธิภาพการผลิตโดยรวมดีขึ้น บริษัท ที่มีส่วนร่วมในการตัดด้วยเลเซอร์ควรเลือกการตั้งค่าที่เหมาะสมตามลักษณะของวัสดุและข้อกำหนดของกระบวนการเฉพาะเพื่อให้ได้ผลลัพธ์การตัดที่ดีที่สุด
สำหรับข้อมูลเพิ่มเติมเกี่ยวกับเทคโนโลยีการตัดด้วยเลเซอร์หรือเพื่อแก้ไขปัญหาเฉพาะโปรดติดต่อทีมสนับสนุนด้านเทคนิคของเรา เรามุ่งมั่นที่จะให้ความช่วยเหลือที่ดีที่สุดแก่คุณ
ข้อมูลติดต่อ:
เลเซอร์ Huawei
อีเมล: huaweilaser2017@163.com
เว็บไซต์: www.huawei-laser.com